
What to Ask Your Manufacturing Partner Before Launching a New Program
When an OEM launches a new program, most of the attention is typically focused on the component itself.
Drawings are reviewed.
Costs are discussed.
Manufacturing capabilities are assessed.
Supplier quotations are compared.
Yet many of the issues that will emerge in the months that follow will not originate from the component itself.
They will stem from project management.
Delays in industrialization.
Technical changes that are not properly implemented.
Communication breakdowns.
Difficulties in cross-functional coordination.
Unexpected production peaks.
Non-conformities requiring urgent containment actions.
These are situations that technical buyers, Supplier Quality Engineers, industrialization managers, and production managers regularly encounter throughout the lifecycle of a program.
In most cases, these problems are not caused by the manufacturing technology employed or by the competence of individual operators.
They are caused by the organization's ability—or inability—to manage the project effectively.
For this reason, within the most advanced industrial supply chains, supplier selection is no longer limited to assessing whether a supplier can manufacture a component according to a drawing.
The objective is to determine whether the supplier is capable of managing a complex industrial program.
The difference is substantial.
Manufacturing a component means performing a production operation.
Managing a program means coordinating people, processes, quality, logistics, engineering changes, planning activities, and production capacity throughout the entire lifecycle of the project.
In sectors such as material handling, agricultural machinery, construction equipment, and industrial HVAC systems—where programs can last for many years and involve thousands of components—this organizational capability becomes just as important as the quality of the final product.
For this reason, before awarding a new program, it is worth asking a number of fundamental questions.
Who will actually be responsible for the project?
How will engineering changes be managed?
What data will be available to monitor progress?
How will emergencies or volume fluctuations be handled?
Will the supplier be able to grow alongside the production program?
The answers to these questions often provide a far more reliable indication of project success than any corporate presentation or plant tour.
Because in complex industrial programs, real value is not measured solely by the ability to manufacture.
It is measured by the ability to manage everything that happens before, during, and after production.
Who Will Actually Be Responsible for the Program?
When an OEM launches a new project, much of the attention is naturally focused on tangible and easily measurable factors.
Production capacity.
Available technologies.
Level of automation.
Certifications.
Capital investments in equipment and facilities.
All of these factors are important.
However, many of the issues that arise during program execution are not directly related to the technologies employed or the quality of the equipment available on the shop floor.
They are related to project management.
For this reason, one of the most important questions that a technical buyer, industrialization manager, or OEM program manager should ask during supplier selection is surprisingly simple:
Who will actually be responsible for my program?
The answer often reveals the supplier's level of organizational maturity far better than a facility tour ever could.
Having a Contact Person Is Not the Same as Having a Project Manager
Many companies designate a sales representative as the primary point of contact for the customer.
This approach may be sufficient for standard supplies or repetitive orders.
However, it becomes inadequate when the project involves new component industrialization, engineering changes, special process management, or activities requiring coordination across multiple departments.
In complex OEM programs, the presence of a dedicated Project Manager is essential—a professional responsible for coordinating all functions involved in the project.
A true Project Manager must be able to interface effectively with:
- Engineering
- Industrialization
- Production
- Quality
- Purchasing
- Logistics
- Supply Chain
The objective is not simply to transfer information.
The objective is to ensure that all activities progress consistently toward the project's goals.
Roles and Responsibilities Must Be Clearly Defined from the Beginning
One of the most common causes of delays in industrial programs is a lack of clarity regarding responsibilities.
Who approves a design change?
Who authorizes a temporary deviation?
Who manages a quality issue?
Who coordinates industrialization activities?
When these responsibilities are not clearly defined, decision-making slows down and problems tend to escalate.
By contrast, the most effectively managed programs rely on a well-defined responsibility matrix that enables all stakeholders to understand:
- Who makes decisions
- Who executes activities
- Who approves actions
- Who must be informed
This dramatically reduces the risk of misunderstandings and accelerates problem resolution.
Communication Is an Industrial Process

Many organizations still view communication as a secondary activity.
In OEM programs, however, it is a critical process.
Every day, teams exchange:
- Updated drawings
- Engineering revisions
- Production plans
- Change requests
- Quality reports
- Logistics information
When communication channels are not structured, the risk of losing or misinterpreting critical information increases significantly.
For this reason, during supplier evaluation it is useful to understand:
- Which communication tools are used
- How revisions are managed
- How documents are shared
- Which procedures govern information flow
An efficient manufacturing system requires an equally efficient information management system.
Progress Reviews Reveal the Level of Project Control
Another frequently overlooked aspect concerns project progress management.
In the most structured industrial programs, project monitoring does not occur only when a problem arises.
It takes place systematically.
Regular project review meetings make it possible to verify:
- Milestone achievement
- Industrialization progress
- Tooling status
- Process validation activities
- Open issues
- Emerging risks
The more strategic the project, the more important it becomes to schedule and document these reviews.
Regular progress reviews are often a direct indicator of project governance quality.
The Real Test Comes When Something Goes Wrong

Every industrial program eventually encounters obstacles.
These may include:
- Engineering changes
- Supply delays
- Non-conformities
- Volume fluctuations
- Capacity constraints
It is in these situations that the true level of organizational maturity becomes visible.
The key question is:
Is there a clear escalation process?
A mature organization should have procedures that enable it to:
- Identify problems quickly
- Assign responsibilities
- Involve the appropriate functions
- Make timely decisions
- Communicate transparently with the customer
When these mechanisms are absent, even relatively simple issues can evolve into significant delays.
Governance Matters More Than Technology
In manufacturing, it is easy to be impressed by modern facilities, advanced robotics, or highly automated production lines.
Yet many projects do not fail because of technology.
They fail because of ineffective management.
A supplier may possess the best equipment available on the market, but without a robust project management structure, those resources may never translate into successful outcomes.
For this reason, before evaluating how a component will be manufactured, it is worth understanding how the program itself will be managed.
Because in complex OEM projects, the quality of governance is often more important than the quality of the component itself.
Has the Supplier Managed Similar Projects Before?

When evaluating a new industrial partner, many companies focus primarily on factors that are easy to verify:
- Number of employees
- Facility size
- Machine park
- Certifications
- Declared production capacity
While these are important indicators, they are rarely sufficient to determine whether a supplier is truly capable of supporting a new OEM program.
The question that should come before all others is:
Has the supplier successfully managed projects similar to the one we are about to award?
The answer provides valuable insight into a factor that is often critical to program success: application-specific experience.
There is a substantial difference between owning a particular manufacturing technology and knowing how to deploy it effectively within a complex industrial environment.
Manufacturing a Component Is Not the Same as Industrializing It
Many suppliers are fully capable of manufacturing a component according to a drawing.
Far fewer are prepared to manage all the activities required to transform that component into a stable, scalable, and OEM-compliant production program.
Experience gained through similar projects enables suppliers to anticipate challenges that often remain invisible during the early stages of development.
A partner that has already faced comparable situations is generally able to identify more quickly:
- Design-related issues
- Industrialization risks
- Technological limitations
- Logistics challenges
- Potential production bottlenecks
This significantly reduces the learning curve and increases the likelihood of achieving operational stability in a shorter timeframe.
Complex Structural Components Require Specialized Expertise
In industries such as material handling, agricultural machinery, construction equipment, and industrial HVAC systems, many components are far more than simple mechanical parts.
They are structural assemblies that must simultaneously ensure:
- Mechanical strength
- Dimensional accuracy
- Aesthetic quality
- Long-term durability
- Compatibility with high-productivity assembly processes
Cabins, chassis, doors, structural frames, protective covers, and metal-plastic assemblies present challenges that are very different from those associated with precision machining or conventional subcontract manufacturing.
For this reason, OEMs tend to favor suppliers with proven experience in managing components with similar characteristics.
The know-how accumulated through comparable projects often represents a competitive advantage far more valuable than simply possessing the required manufacturing technologies.
Serial Production Experience Changes Everything
Another frequently underestimated aspect is the difference between occasional production and serial production.
Producing ten conforming components is one thing.
Producing ten thousand components while maintaining the same quality standards is something entirely different.
Serial production requires specific expertise in areas such as:
- Capacity management
- Production planning
- Statistical Process Control (SPC)
- Preventive maintenance
- Variant management
- Material procurement
Many companies possess the capabilities needed to manufacture the first batch.
Far fewer are prepared to sustain continuous production programs over many years.
For an OEM, this distinction is crucial.
Because the real objective is not simply to approve the first sample.
The objective is to ensure production continuity throughout the entire lifecycle of the program.
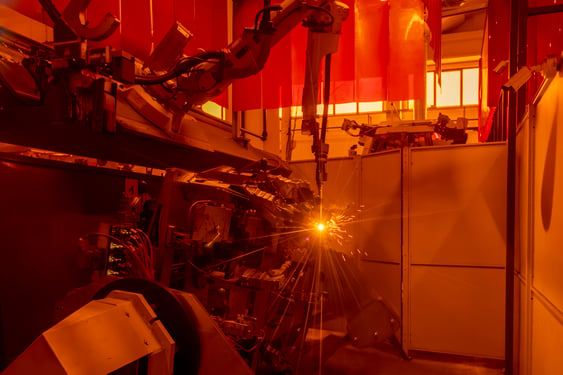
Special Processes Require Experience, Not Just Technology

The presence of a technology within a facility does not automatically guarantee the ability to manage a special process according to OEM standards.
Consider processes such as:
- Robotic welding
- Industrial painting
- Cathodic electrocoating (e-coating)
- Structural assembly operations
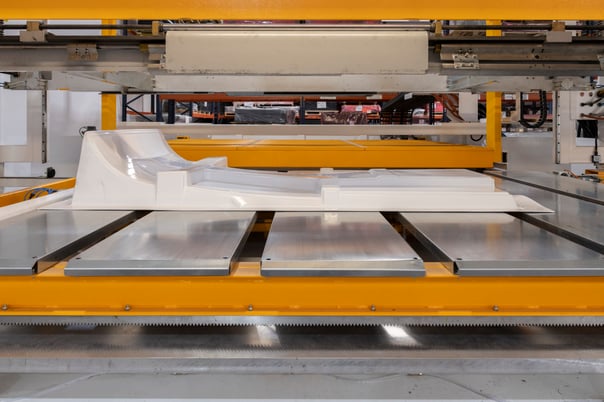
- Plastic injection molding
- Thermoforming
These processes require:
- Process validation
- Continuous monitoring
- Qualified personnel
- Controlled documentation
- Management of critical characteristics
A supplier that has already managed similar projects typically possesses established procedures and practical know-how that significantly reduce start-up risk.
This becomes even more important when components are destined for international production platforms, where repeatability is a non-negotiable requirement.
Understanding OEM Supply Chains Is an Underrated Advantage
One of the most common mistakes is evaluating a supplier solely on the basis of manufacturing capability.
In reality, a partner operating within an OEM supply chain must also understand the organizational dynamics typical of these environments.
This includes knowing how to manage:
- Customer audits
- Supplier qualification processes
- PPAP requirements
- Engineering changes
- Continuous improvement plans
- Logistics KPIs
- Quality escalations
- Documentation requirements
For an OEM, working with a supplier that already understands these dynamics significantly shortens the time required to achieve effective operational integration.
In other words, the supplier does not need to learn how the system works.
They are already prepared to operate within it.
The Difference Between Manufacturing a Component and Supporting an Industrial Platform
This is perhaps the most important distinction.
Many suppliers evaluate a program by focusing on the individual component.
OEMs think in terms of production platforms.
A platform involves:
- Ongoing engineering developments
- Volume growth
- New product variants
- Regulatory updates
- Geographic expansion
- Long-term supply continuity
Managing a platform means governing a much more complex ecosystem than simply producing a part.
This is where experience truly creates value.
A supplier that has already supported structured OEM programs understands that project success is not determined solely by the quality of the first production batch.
It is determined by the ability to support the customer throughout the entire lifecycle of the program.
Experience Reduces Risk
Ultimately, the reason OEMs seek suppliers with relevant experience is remarkably simple:
Experience reduces risk.
It reduces the risk of design-related issues.
It reduces the risk of industrialization problems.
It reduces the risk of delays.
It reduces the risk of non-conformities.
And in an increasingly complex industrial environment, the ability to reduce risk often delivers far greater value than a marginal difference in component price.
How Will Engineering Changes and Technical Revisions Be Managed?
If there is one certainty in OEM industrial programs, it is that sooner or later the project will change.
Specifications will change.
Materials will change.
Dimensions may be revised.
New regulations, market requirements, or cost optimization initiatives may be introduced.
For this reason, when evaluating a new industrial partner, one of the most important questions is not about what will happen if everything goes according to plan.
It is about what will happen when the project needs to change.
Engineering changes are among the primary sources of operational risk within industrial supply chains.
Many of the most costly non-conformities affecting OEMs do not originate from manufacturing errors.
They originate from ineffective management of technical revisions.
Components manufactured according to an obsolete drawing revision.
Materials that have not been updated.
Mixed inventory.
Work-in-progress continuing to follow specifications that are no longer valid.
These are situations that virtually every technical buyer or Supplier Quality Engineer has encountered at some point.
For this reason, before launching a new program, it is essential to understand how a supplier intends to manage change.
How Are Technical Revisions Distributed?
When a new engineering revision is released, the speed at which information is communicated becomes critical.
A design change may simultaneously affect:
- Engineering
- Industrialization
- Production
- Quality
- Purchasing
- Logistics
- Sub-suppliers
If even one of these stakeholders continues to use an outdated revision, the risk of error increases significantly.
For this reason, it is important to understand:
- Who receives revision updates
- How revisions are distributed
- How receipt is verified
- How the use of obsolete documentation is prevented
In the most structured organizations, the release of a new revision automatically triggers a controlled update of all project-related documentation.
The objective is simple:
To ensure that only one valid version of the technical data exists at any given time.
Is There a Formal ECR/ECO Process?
One of the clearest indicators of organizational maturity is the presence of a formal engineering change management process.
Within the OEM environment, this process is typically governed through tools such as:
- Engineering Change Request (ECR)
- Engineering Change Order (ECO)
The ECR represents the request for change.
The ECO represents its approval, implementation, and controlled release.
A structured process makes it possible to evaluate:
- Technical impacts
- Manufacturing impacts
- Logistics impacts
- Costs
- Implementation timing
Most importantly, it ensures that no modification is introduced without a prior assessment of its consequences.
For buyers and SQEs, knowing that a supplier operates under a formalized engineering change process significantly reduces the risk of uncontrolled modifications.
How Is Revision Segregation Ensured?

One of the most critical aspects of revision management concerns the temporary coexistence of multiple versions of the same component.
During a transition phase, the following may exist simultaneously:
- Components built to the new revision
- Components still compliant with the previous revision
- Materials being phased out
- Production orders already released
- Semi-finished products already in process
Without rigorous procedures, the risk of version mixing becomes extremely high.
For this reason, it is important to understand which systems are used to ensure revision segregation.
The most structured organizations typically implement:
- Unique lot identification
- Physical segregation of materials
- Automatic blocking of obsolete revisions
- Integrated ERP systems
- Controlled release procedures
The objective is straightforward:
To ensure that every component can be unequivocally traced back to the correct revision level.
How Are Inventory and Work-in-Progress Managed?
Every engineering change inevitably affects materials already present within the production system.
The question every OEM should ask is:
What happens to components already produced when a new revision is released?
Possible scenarios include:
- Finished goods inventory
- Semi-finished components
- Assemblies already in production
- Purchased materials not yet consumed
- Production orders already scheduled
Without a structured process, the consequences may include:
- Avoidable scrap
- Additional costs
- Production delays
- Unintentional use of obsolete components
A mature industrial partner should be able to quickly determine:
- What can still be used
- What must be reworked
- What must be segregated
- What must be scrapped
The faster and more structured this assessment is, the lower the economic impact of the change.
Change Management Is a Measure of Industrial Maturity
Many organizations evaluate suppliers based on how they perform under normal operating conditions.
However, the true quality of an organization becomes evident when conditions change.
Engineering revisions represent one of the most sensitive phases in the lifecycle of an OEM program.
It is during these moments that the following become visible:
- Process quality
- Document control effectiveness
- Cross-functional coordination
- Project management maturity
For technical buyers and SQEs, the ability to properly manage engineering changes and technical revisions has become one of the most important criteria when evaluating an industrial partner.
Because a well-managed change remains a routine activity.
A poorly managed change can quickly become a non-conformity, a production line disruption, or a field quality issue.
And it is precisely this difference that separates a simple manufacturer from a partner truly prepared to operate within an OEM supply chain.
What Data Will Be Available Throughout the Project?
One of the most common mistakes in industrial project management is confusing activity progress with project control.
Many programs appear to be progressing smoothly—until a problem emerges.
A delayed delivery.
A non-conformity.
Tooling that is not ready on schedule.
A manufacturing process that fails to achieve the required performance levels.
When situations like these occur, one fundamental question arises:
What data was available before the problem became visible?
In today's OEM environment, project management can no longer rely solely on periodic meetings, emails, or informal updates.
Industrial programs are managed through data.
For technical buyers, industrialization managers, supply chain managers, and Supplier Quality Engineers (SQEs), access to reliable information has become one of the strongest indicators of a supplier's organizational maturity.
Because without visibility, there is no control.
And without control, there is no project management.
Progress KPIs Are the First Layer of Project Governance
Every industrial project consists of a series of milestones that must be achieved within defined timelines.
Typical examples include:
- Project approval
- Completion of industrialization activities
- Tooling availability
- Sample production
- Process validation
- Start of serial production
Simply stating that a project is "on track" is no longer sufficient.
OEMs need to evaluate progress objectively through clear and shared indicators.
For this reason, it is important to understand:
- Which KPIs are being monitored
- How frequently they are updated
- How they are shared with the customer
- Which thresholds trigger escalation procedures
The more complex the project, the greater the need to transform progress into measurable data.
Industrialization Status Must Be Visible

One of the most critical phases of any project is industrialization.
Many issues emerge precisely during this transition from product design to real-world production.
A structured industrial partner should be able to provide visibility into activities such as:
- Tooling progress
- Process qualification
- Material availability
- Manufacturing cycle validation
- Sample submission status
- Completion of APQP and PPAP activities
For OEMs, early visibility into potential delays or issues makes it possible to implement corrective actions before they impact the production program.
In this context, transparency becomes a powerful risk prevention tool.
Production Capacity Must Be Monitored, Not Simply Declared
Many suppliers claim to have sufficient manufacturing capacity to support a new program.
However, the question buyers and supply chain managers should ask is different:
How is that capacity monitored over time?
Production volumes change.
Product mixes evolve.
Customer priorities shift.
For this reason, suppliers should have systems in place to continuously monitor:
- Equipment utilization
- Production workload
- Resource availability
- Line utilization
- Available residual capacity
An effective capacity monitoring system enables organizations to identify potential bottlenecks early and implement corrective actions before they impact delivery performance.
For OEMs, this means reduced risk and improved supply predictability.
Quality Must Be Measurable

In modern industrial projects, quality cannot be evaluated solely through final inspection.
It must be monitored throughout the entire lifecycle of the program.
For this reason, it is important to understand which indicators are used to assess quality performance.
Typical metrics include:
- Parts Per Million (PPM)
- First Pass Yield (FPY)
- Scrap rates
- Rework rates
- Process capability indices
- Performance of special characteristics
The availability of these data points makes it possible to identify process drift before it evolves into a customer-facing problem.
For an SQE, supplier quality is not measured solely by the number of non-conformities received.
It is measured by the supplier's ability to prevent future non-conformities.
Non-Conformities Should Generate Knowledge, Not Just Corrections
No project is completely immune to deviations.
The difference between a mature organization and a less structured one becomes evident in how those deviations are managed.
When a non-conformity occurs, the customer should have rapid access to information such as:
- Root cause of the issue
- Affected lots
- Potential impact assessment
- Containment actions
- Corrective action plan
- Effectiveness verification
In other words, a non-conformity should become valuable information that drives process improvement.
Not simply an isolated issue to be fixed and forgotten.
On-Time Delivery Reveals More Than It Appears
One of the most closely monitored KPIs within OEM supply chains is On-Time Delivery (OTD).
At first glance, OTD may appear to be purely a logistics metric.
In reality, it provides a highly effective summary of the health of the entire manufacturing system.
Consistent OTD performance is often the result of:
- Effective planning
- Adequate production capacity
- Stable manufacturing processes
- Proper material management
- Efficient cross-functional coordination
Conversely, deteriorating delivery performance is often the first visible sign of deeper operational issues.
This is why many OEMs use OTD as one of the primary indicators when evaluating supplier reliability.
Data Reduces Uncertainty
Ultimately, the true purpose of project management is not to generate reports.
It is to reduce uncertainty.
The more a project is supported by reliable data, the greater the ability to make timely and informed decisions.
For this reason, before awarding a new program, it is worth asking:
- Which KPIs will be available?
- How frequently will they be updated?
- Who will have access to the information?
- How will deviations be managed?
Because in modern manufacturing, the difference between a controlled project and one that constantly generates surprises is often remarkably simple:
The availability of data.
Without data, there are opinions.
With data, there is project management.
How Are Risk and Business Continuity Managed?

When evaluating a new supplier, OEMs typically focus on standard operating conditions.
Production capacity.
Quality performance.
Delivery reliability.
Technical expertise.
All of these factors are essential.
However, the most mature organizations understand that the real test does not occur when everything goes according to plan.
It occurs when something disrupts that plan.
For this reason, one of the most important questions to ask an industrial partner is not:
"What happens if everything goes well?"
The real question is:
"What happens if something goes wrong?"
In recent years, geopolitical crises, logistics disruptions, raw material shortages, energy-related issues, and sudden demand fluctuations have demonstrated how supply chain resilience has become a critical competitive advantage.
For technical buyers, supply chain managers, and production leaders, a supplier's ability to manage exceptional circumstances is often just as important as its ability to manage day-to-day operations.
Is There a Business Continuity Plan?
One of the first aspects to evaluate is whether the supplier has a formal Business Continuity Plan (BCP).
Many companies invest heavily in equipment, facilities, and manufacturing technologies, yet lack structured procedures to deal with unexpected events.
However, any organization may face situations such as:
- Critical equipment failures
- Unavailability of key personnel
- Power outages
- IT system disruptions
- Supply shortages
- Logistics emergencies
The question every OEM should ask is straightforward:
Is there a defined plan to maintain supply continuity when disruptions occur?
A well-structured industrial partner should be able to clearly explain:
- The main risk scenarios identified
- The mitigation measures in place
- Estimated recovery times
- Internal responsibilities
- Customer communication procedures
The objective is not to eliminate risk entirely.
The objective is to demonstrate the ability to manage it effectively.
How Is Production Capacity Managed?
Many supply chain issues do not arise from extraordinary events.
They result from unexpected growth.
A new contract.
An increase in OEM demand.
A rapidly expanding market.
Paradoxically, these situations can challenge even highly competent organizations.
For this reason, it is important to understand how a supplier monitors and plans its manufacturing capacity.
Key questions include:
- What is the current equipment utilization rate?
- Is additional production capacity available?
- How are production peaks managed?
- Which activities can be rescheduled in an emergency?
Resilience is not determined solely by the size of the facility.
It is determined by the organization's ability to rapidly adapt its manufacturing system to changing demand.
How Critical Are Upstream Suppliers?
Every OEM evaluates its suppliers.
Far less frequently do organizations evaluate their suppliers' suppliers.
Yet many disruptions originate precisely at that level.
An industrial partner should have a clear understanding of its own supply chain vulnerabilities.
Examples include:
- Critical raw materials
- Single-source components
- Strategic outsourced operations
- Suppliers with extended lead times
- Suppliers exposed to geographic or geopolitical risks
The most mature organizations regularly perform supply chain risk assessments and develop mitigation strategies.
For OEMs, this is a strong indicator of supplier reliability.
Because a supply chain is only as strong as its weakest link.
Are Recovery and Backup Strategies in Place?
One of the most revealing questions a buyer can ask concerns recovery capability.
What happens if a critical machine breaks down?
What happens if a production line becomes unavailable?
What happens if a key manufacturing process is interrupted?
A resilient organization should have already identified:
- Alternative equipment
- Redundant capacity
- Backup manufacturing processes
- Qualified support suppliers
- Recovery plans
Naturally, not every activity can be duplicated.
However, the existence of contingency strategies is a tangible indicator of the organization's ability to maintain operational continuity.
How Are Urgent Situations Managed?
Every OEM supply chain periodically encounters situations requiring immediate action.
An unexpected demand increase.
A change in production schedules.
A customer line stoppage.
A delivery that must be expedited.
These situations reveal the true flexibility of an organization.
For this reason, it is important to understand:
- Who makes decisions
- How priorities are established
- Which procedures are activated
- How cross-functional teams are involved
The most structured organizations have clearly defined processes that allow them to respond rapidly without losing overall system control.
In this context, responsiveness becomes an integral part of service quality.
Resilience Is an Industrial Capability
For many years, competitive advantage was primarily associated with cost, quality, and productivity.
Today, these factors remain essential, but they are no longer sufficient.
OEMs increasingly seek partners capable of ensuring continuity even under non-ideal conditions.
Partners that can respond quickly to change.
Partners that have developed a culture of risk management—not just a culture of efficiency.
Because the difference between a resilient supply chain and a fragile one rarely becomes visible when everything is functioning properly.
It becomes evident when the system is placed under pressure.
And it is precisely during these moments that risk management capability becomes a true competitive advantage.
For a buyer, understanding how a supplier manufactures a component is important.
Understanding how that supplier reacts when production is disrupted is often even more important.
Because long-term reliability is built not only on efficiency, but on resilience.
How Integrated Is the Manufacturing Process?
When an OEM evaluates a new industrial partner, one of the most important questions rarely appears in RFQs or technical specifications.
Yet it is one of the factors that most directly influences quality, lead times, flexibility, and operational risk.
The question is simple:
How many companies must be involved before the component reaches the final assembly line?

In most cases, the more fragmented the manufacturing process, the greater the complexity that must be managed.
Every handoff between suppliers generates activities that add no direct value to the final product, including:
- Material handling
- Transportation
- Intermediate inspections
- Documentation management
- Information transfer
- Technical coordination
- Engineering change management
In other words, every interface represents a potential source of risk.
For this reason, an increasing number of OEMs are reassessing the value of manufacturing integration as a strategic lever to improve overall program performance.
Every Interface Is a Potential Source of Error
Consider a structural component destined for a forklift truck or a construction machine.
The component may be:
- Laser cut by one supplier
- Welded by another
- Painted by a third
- Assembled by a fourth
From a theoretical perspective, the process may appear perfectly viable.
From an operational perspective, however, each handoff introduces additional variables.
Who manages an engineering change?
Who ensures the correct interpretation of the drawing?
Who verifies that tolerances achieved during the first operation remain compatible with subsequent processes?
Who is responsible when a non-conformity arises?
As the number of stakeholders increases, maintaining control over the process becomes progressively more difficult.
This is why the ability to integrate multiple manufacturing operations within the same production ecosystem has become a significant competitive advantage.
From Laser Cutting to Surface Finishing: One Industrial Workflow
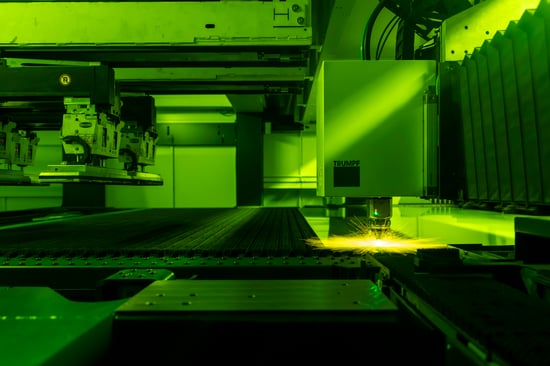
For complex structural components, every manufacturing stage affects the next.
The quality of laser cutting influences the accuracy of fabricated structures.
The quality of fabrication affects welding stability and dimensional consistency.
Welding quality influences the component's surface condition before painting or cathodic electrocoating.
Surface finishing impacts final assembly performance and customer perception of quality.

When all these operations are managed in a coordinated manner, the component is treated as a single manufacturing system rather than a series of disconnected processes.
This approach makes it possible to reduce:
- Interpretation errors
- Dimensional inconsistencies
- Quality issues
- Throughput times
- Indirect coordination costs
The objective is not simply to manufacture the component.
The objective is to manage the entire process that brings the component to life.
The Advantage of an Integrated Manufacturing Ecosystem
For companies operating in industries such as material handling, construction equipment, agriculture, and industrial HVAC, the availability of multiple manufacturing technologies within the same industrial ecosystem can generate significant advantages.
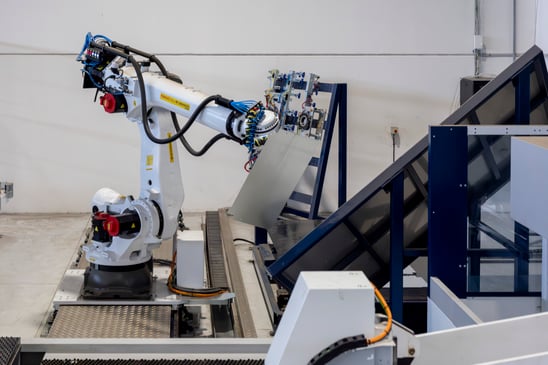
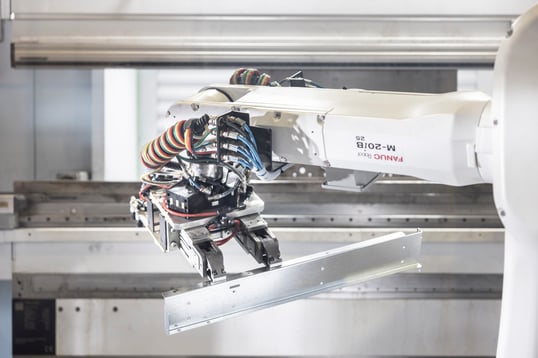
For example, the ability to integrate:
- Robotic laser cutting
- Sheet metal fabrication
- Robotic welding
- Industrial painting
- Cathodic electrocoating (e-coating)
- Plastic injection molding
- Thermoforming
- Assembly operations
allows projects to be approached with a cross-functional perspective from the earliest stages of industrialization.
A design modification can be evaluated immediately while considering its impact on all downstream processes.
A potential issue can be identified before it propagates throughout the manufacturing chain.
A new solution can be developed without the need to coordinate multiple external suppliers.
For OEMs, this translates into faster decision-making and lower operational risk.
Engineering Changes Become Easier to Manage
One of the most tangible benefits of process integration becomes apparent during engineering change management.
As discussed previously, technical revisions are a constant reality in OEM programs.
When the manufacturing chain is fragmented, every engineering change must be communicated, interpreted, and implemented by multiple organizations.
Each additional interface increases the risk of:
- Documentation errors
- Use of obsolete revisions
- Implementation delays
- Traceability issues
Within an integrated manufacturing environment, information flows much more efficiently.
Changes can be deployed rapidly across the entire production process, reducing both lead times and complexity.
For buyers and program managers, this means greater control and a lower probability of unwanted deviations.
Greater Control Means Greater Predictability
One of the primary objectives of industrial project management is reducing uncertainty.
The more fragmented the manufacturing process, the more difficult it becomes to accurately predict timelines, costs, and performance.
An integrated manufacturing ecosystem, by contrast, makes it possible to monitor more effectively:
- Project progress
- Production capacity
- Quality performance
- Emerging risks
- Program status
This level of visibility improves planning accuracy and reduces the likelihood of unexpected disruptions.
And predictability is precisely what OEMs seek when awarding strategic programs to a new supplier.
Integration Is Not About Size
.png?width=381&height=444&name=Progetto%20senza%20titolo%20(9).png)
It is important to clarify one point.
Integrating multiple manufacturing processes does not necessarily mean performing every operation in-house.
The objective is not self-sufficiency.
The objective is to reduce the number of critical interfaces and maintain control over the operations that most directly influence quality, lead time, and supply continuity.
For this reason, when evaluating an industrial partner, OEMs should not focus solely on which technologies are available.
They should also evaluate how effectively those technologies are integrated.
Because, in many cases, competitive advantage does not originate from an individual process.
It originates from the ability to transform different manufacturing operations into one coherent industrial system.
Fewer Interfaces, More Control
Ultimately, the key question is simple:
Will the component be managed as a collection of separate activities or as a single industrial program?
The most advanced OEMs increasingly favor the latter approach.
Because fewer interfaces mean:
- Fewer information handoffs
- Fewer opportunities for error
- Faster decision-making
- Better traceability
- Greater process control
And when managing complex structural components destined for international serial production programs, these advantages can make the difference between a problematic supply relationship and a long-term industrial partnership.
Because in modern manufacturing, fewer interfaces almost always translate into greater control.
And greater control is the foundation of quality, reliability, and operational continuity.
Can the Partner Grow Alongside the Program?
When an OEM awards a new program, it usually evaluates whether the supplier is able to support the expected volumes for the first year.
This is a necessary assessment.
But it is rarely sufficient.
The real question that buyers, supply chain managers, and industrialization managers should ask is different:
Will the partner be able to support the volumes we will need in two, three, or five years?
In the material handling, agricultural machinery, construction equipment, and industrial HVAC sectors, production programs rarely remain unchanged over time.
A new model may exceed expectations.
A platform may be extended to new markets.
An end customer may generate a sudden increase in demand.
For this reason, one of the most important aspects in selecting an industrial partner is its ability to support the evolution of the project.
Because a supplier that is suitable for the initial launch is not necessarily suitable for supporting the long-term success of the program.
Installed Capacity Is Only the Starting Point
When visiting a production facility, it is natural to look at:
- Number of machines
- Size of the production lines
- Manufacturing floor space
- Declared production capacity
These elements provide an initial indication of the supplier’s industrial structure.
However, installed capacity is only a snapshot of the present.
What really matters to an OEM is understanding how much room for growth is available.
For example:
- What is the current utilization rate of the equipment?
- Is there still available production capacity?
- Can production be increased without compromising quality and lead times?
- What are the potential bottlenecks?
A production capacity that appears high may in fact be of little use if the equipment is already operating close to full utilization.
Room to Grow Matters as Much as Current Capacity
Many companies have equipment suitable for current volumes, but do not have the possibility to further expand their production system.
For an OEM, this can represent a significant limitation.
When evaluating a new partner, it is therefore important to understand:
- Is there available space for new investments?
- Can new lines be installed?
- Does the production layout allow for further expansion?
- Is the organization prepared to manage significant growth?
These aspects become particularly important in long-term programs, where the ability to grow often represents a strategic requirement.
Automation Increases Scalability

One of the factors that most strongly influences growth capacity is the level of process automation.
This is not simply about replacing manual operations with robots.
Automation makes it possible to increase:
- Productivity
- Repeatability
- Predictability
- The ability to absorb volume increases

Consider, for example, processes such as:
- Robotic laser cutting
- Robotic welding
- Automated painting
- Plastic injection molding
These technologies make it possible to support increases in demand while maintaining consistent quality standards and reducing dependence on operational variables that are difficult to control.
For an OEM, the presence of an adequate level of automation is often an indicator of the partner’s future capacity.
Experience in Ramp-Ups Is a Critical Factor
There is, however, one aspect that is often underestimated.
Volume growth is not only a matter of equipment.
It is above all a matter of experience.
Many suppliers are able to produce at steady-state volumes.
Far fewer are prepared to manage a ramp-up phase.
A rapid increase in demand can generate issues related to:
- Planning
- Workforce training
- Material management
- Quality control
- Supply chain coordination
For this reason, it is important to verify whether the partner has already faced similar situations.
Companies with experience in managing complex OEM programs usually have specific procedures and methodologies to support growth in a controlled way.
This significantly reduces the risk of instability during expansion phases.
Growth Must Not Compromise Quality and Service
One of the most common mistakes is considering growth as a purely quantitative objective.
In reality, for an OEM, higher volumes only create value if performance is maintained.
The real question is not:
“Can you produce more?”
The right question is:
“Can you produce more while maintaining the same standards?”
The aspects to monitor include:
- Quality
- On-time delivery
- Lead times
- Responsiveness
- Process stability
- Traceability
A mature industrial partner must be able to grow without compromising the level of service provided to the customer.
OEM Programs Are Marathons, Not Sprints
Many industrial programs last more than five or ten years.
During this period, several changes may occur:
- Volume increases
- New variants
- Technology updates
- Regulatory changes
- Geographic expansions
For this reason, supplier selection should not be based exclusively on the ability to meet current requirements.
It should also consider the ability to support the future evolution of the program.
In other words, the question is not only whether the partner is suitable for the program today.
The real question is whether it will still be suitable when the program reaches its full potential.
An Industrial Partner Must Grow Alongside the OEM
Ultimately, one of the most important indicators of the quality of a partnership is the ability to evolve together.
OEMs are not simply looking for suppliers.
They are looking for organizations capable of supporting the growth of their programs, adapting to change, and sustaining new industrial challenges.
For this reason, before awarding a new program, it is worth looking beyond the initial volumes.
Because the true value of a partner is not measured only by what it can do today.
It is measured by what it will be able to do when the project truly starts to grow.
Conclusion
In the OEM world, the launch of a new program is often perceived as the beginning of a manufacturing relationship.
In reality, it marks the beginning of a project.
And like any complex project, its success depends far less on the individual component itself and far more on the ability of the organizations involved to work together effectively.
For this reason, when selecting an industrial partner, evaluating only price, manufacturing capacity, or available technologies is no longer enough.
The questions that truly make a difference are different.
Who will manage the program?
How will engineering changes be controlled?
What data will be available throughout the project?
How will potential issues be handled?
Will the partner be able to support future volume growth?
These are the factors that determine the long-term stability of a supply program.
Because the most costly problems rarely stem from a single manufacturing operation performed incorrectly.
More often, they arise from ineffective communication, unstructured change management, limited project visibility, or an inability to react quickly when operating conditions change.
The most advanced OEMs have long understood that the quality of an industrial partnership cannot be measured solely by the final product.
It must be measured by the quality of the system that produces it.
A system built on people, processes, data, organizational capabilities, and industrial expertise.
It is this system that transforms a component into a reliable supply solution.
It is this system that enables project milestones to be achieved, production ramp-ups to be supported, and operational continuity to be maintained over time.
Ultimately, the most important question to ask before awarding a new program is not:
"Can this supplier manufacture the component?"
The right question is:
"Can this supplier manage everything that happens afterwards?"
Because in complex industrial manufacturing, success does not depend solely on the quality of the first part produced.
It depends on the ability to maintain that same level of quality, reliability, and continuity across thousands of parts, year after year.
Evaluating a New Partner for an OEM Program?
Before focusing exclusively on costs and manufacturing capabilities, take the time to evaluate the organizational structure that will support the project.
The presence of strong project management expertise, integrated processes, complementary manufacturing technologies, and clear governance can make the difference between a simple supply agreement and a long-term industrial partnership.
Because real value is not created when a component is manufactured.
It is created when the entire project is managed effectively.


